1. はじめに
成形時、金型を締め付けておく力を型締め力と呼ぶ。新規の射出成形品で成形の可否を判断する材料として、必要型締め力があり、金型内に溶融樹脂を流し込む際、金型に掛かる圧力に対して、以下の関係式が成り立つ。
F=pA
F:必要型締め力[N]
p:平均キャビティ内圧力[Pa]
A:金型の投影面積[m^2]
上式から判るように大型の成形品の場合、射影面積が大きくなり、必要型締め力が大きくなる。成形困難な型締め力とならないよう、必要型締め力を下げるには、次の2つが考えられる。
A. 部品を分割して、投影面積を小さくする。
B. 平均キャビティ内圧を下げる。
A.の場合、大幅な設計変更などが必要となり、実用的ではない。
B.の場合、金型内の圧損を低減させる必要があり、その方法として、以下の2つが挙げられる。
B-1. 板厚を上げて、圧損を下げる
B-2. 多点ゲートにして、流動長を短くする
本事例では図1 の成形品について、 B-1のような樹脂の使用量や重量の変更を行わず型締め力を低減できる、B-2の多点ゲートによる効果をInspireMoldで検討する。また、多点ゲートの場合、ウェルドラインが発生するが、バルブゲートにより充填時間を調整することで、ウェルドライン発生の低減も見込める。
以上の型締め力低減化の方法と問題点をまとめた図を図2に示す。
検討内容
① 多点ゲートによる充填圧力/型締め力の低減効果の確認
② 多点ゲートによる成形品質(ウェルドライン)の検討及び、改善案の検討

図1 対象とする成形品
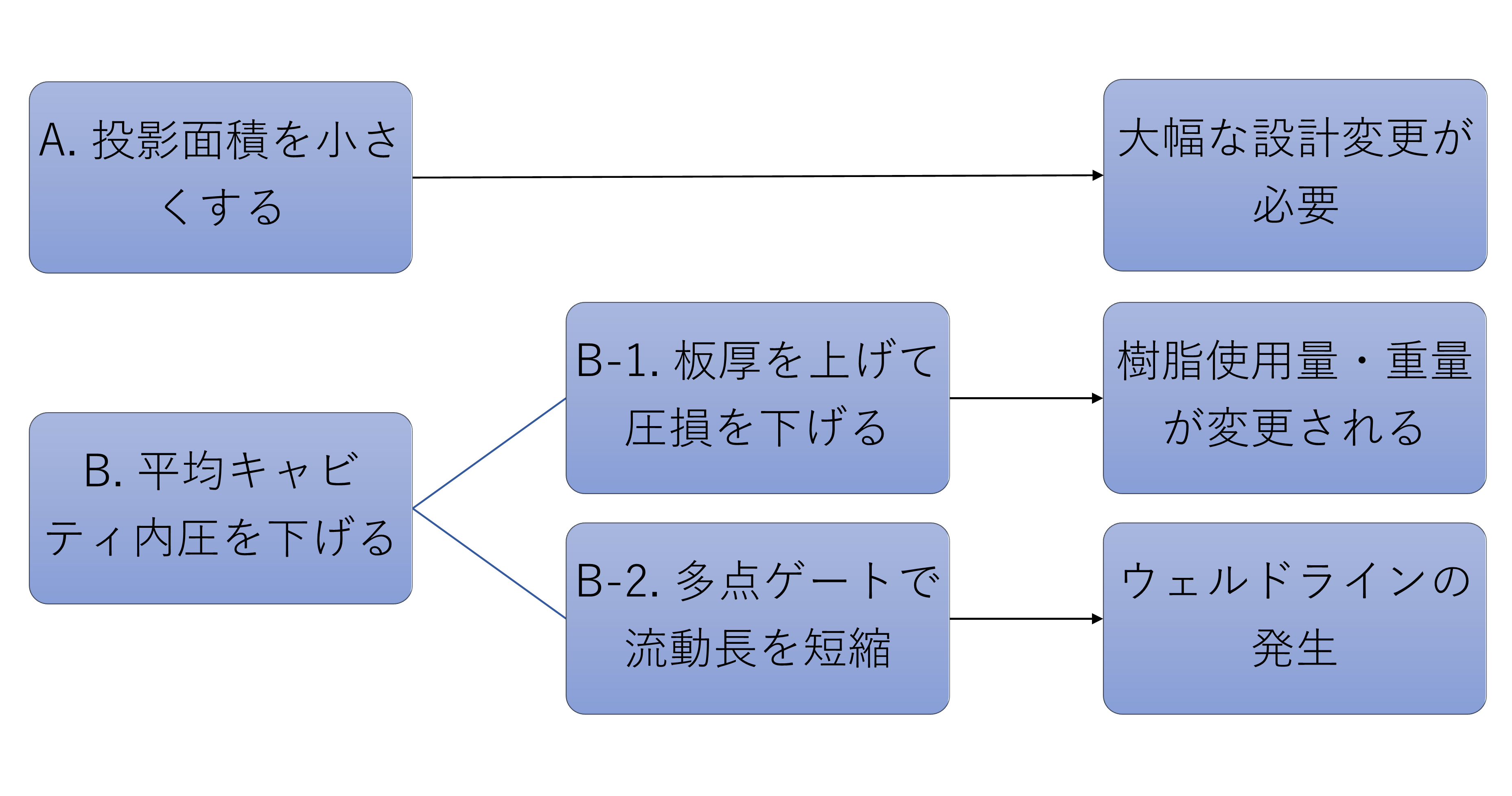
図2 型締め力低減化の方法と問題点
2. 計算条件
- 板状製品:1100mm×1250mm×75mm
- 材料:ポリプロピレン
- 初期温度 : 220℃
- ホットランナー温度:220℃
- 金型温度:53.85 ℃
- 充填時間:3秒
- 型締め方向:Y軸方向
- 高速モードによる射出計算のみ。(保圧・冷却は含まない)
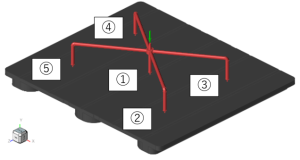
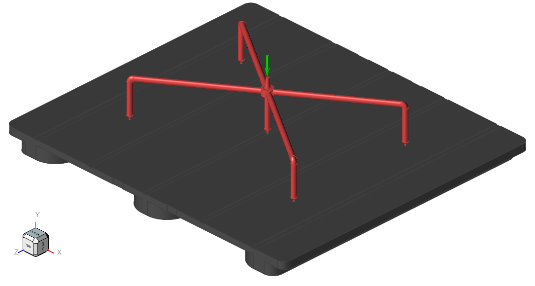
図3 板状製品とホットランナー、ゲート位置
番号は、ゲート番号を示す。
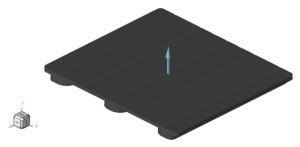
図4 型締め方向:Y軸方向
ゲート条件: 3ケース
ケース1は中心1点のゲート①からのみ充填する。
ケース2は5点のゲート①~⑤から同時に充填する。
ケース3はバルブゲートを使用し、ゲート①とゲート②~⑤の充填時間を調整して設定する。
表1 計算ケース
| ケース | ゲート① | ゲート②~⑤ |
| Case1 | オープン | クローズ |
| Case2 | オープン | オープン |
| Case3 | 0~1.4秒オープン /1.4~3.0秒クローズ |
0~1.3秒クローズ /1.3~3秒オープン |
※実際に検討する際には、まず1点ゲートの計算を実施し、その結果から、他の4点の位置を検討する。今回の事例では、3秒で充填しているので、1.4~1.5秒時(50%充填)に樹脂が到達する箇所に周囲4点のゲートを設定した。
予想される結果
型締め力は、流動長の違いから、Case1 > Case2,Case3となることが理想的な結果である。
Case2では5点ゲートから同時に充填することで、ウェルドラインが発生することが予想されるため、Case3で各ゲートの充填時間を調整することにより、 ウェルドラインの発生抑制が期待される。
3. 解析結果
Case1 1点ゲート
中心ゲート位置の圧力は高く、周りは低い。
アニメーション(圧力分布)
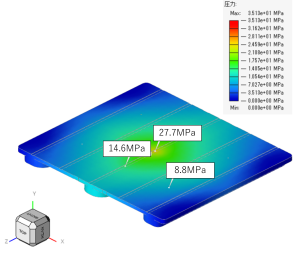
図5 Case1 時刻3秒の圧力分布
Case2 5点ゲートバルブ調整なし
Case1の1点ゲートよりも、中心ゲートの圧力は下がり、周囲のゲートの圧力は高くなる。
アニメーション(圧力分布)
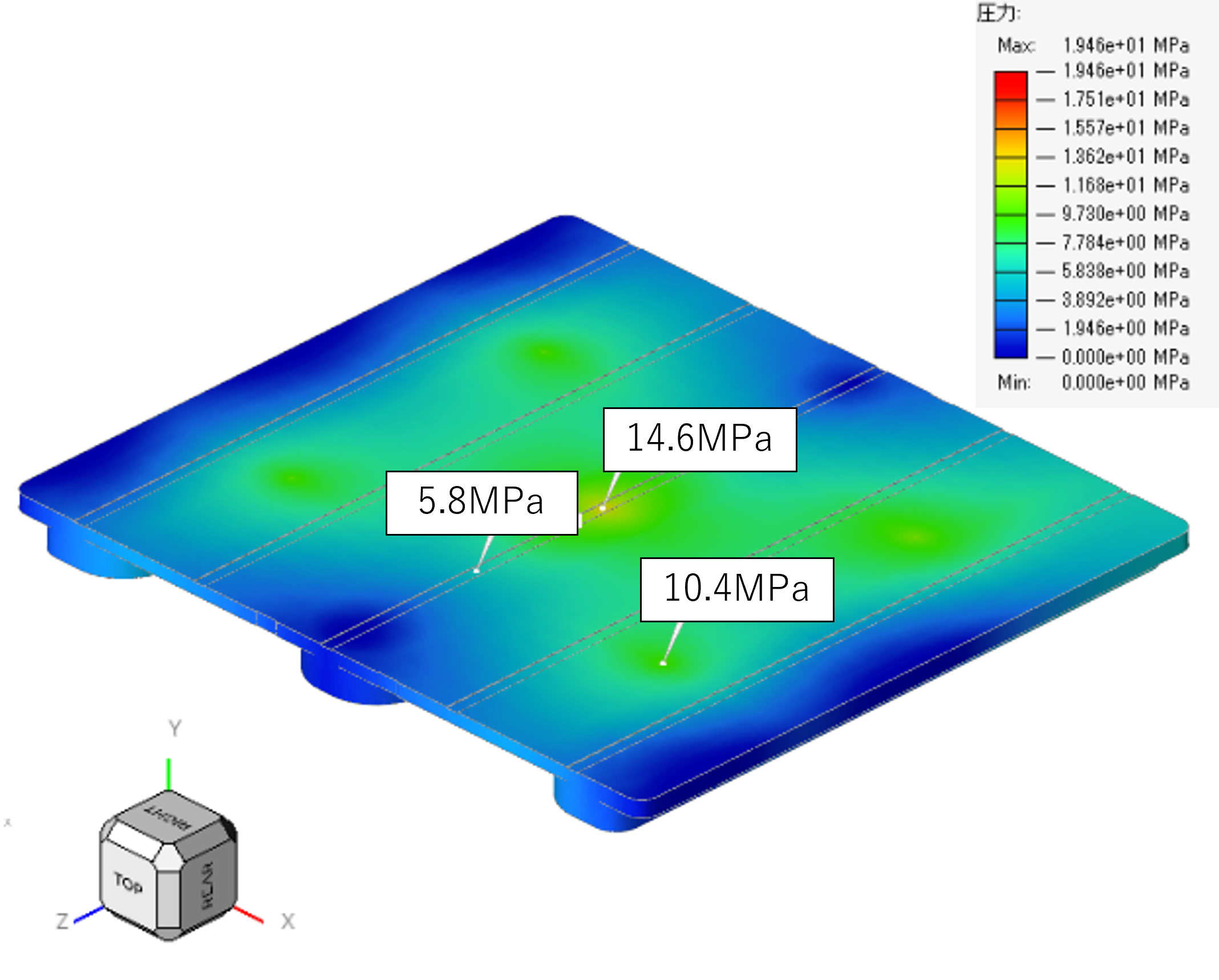
図6 Case2時刻3秒の圧力分布
Case3 5点ゲートゲートバルブ調整あり
Case1の1点ゲートよりも、中心ゲートの圧力は下がり、周囲のゲートの圧力は高くなる。
アニメーション(圧力分布)
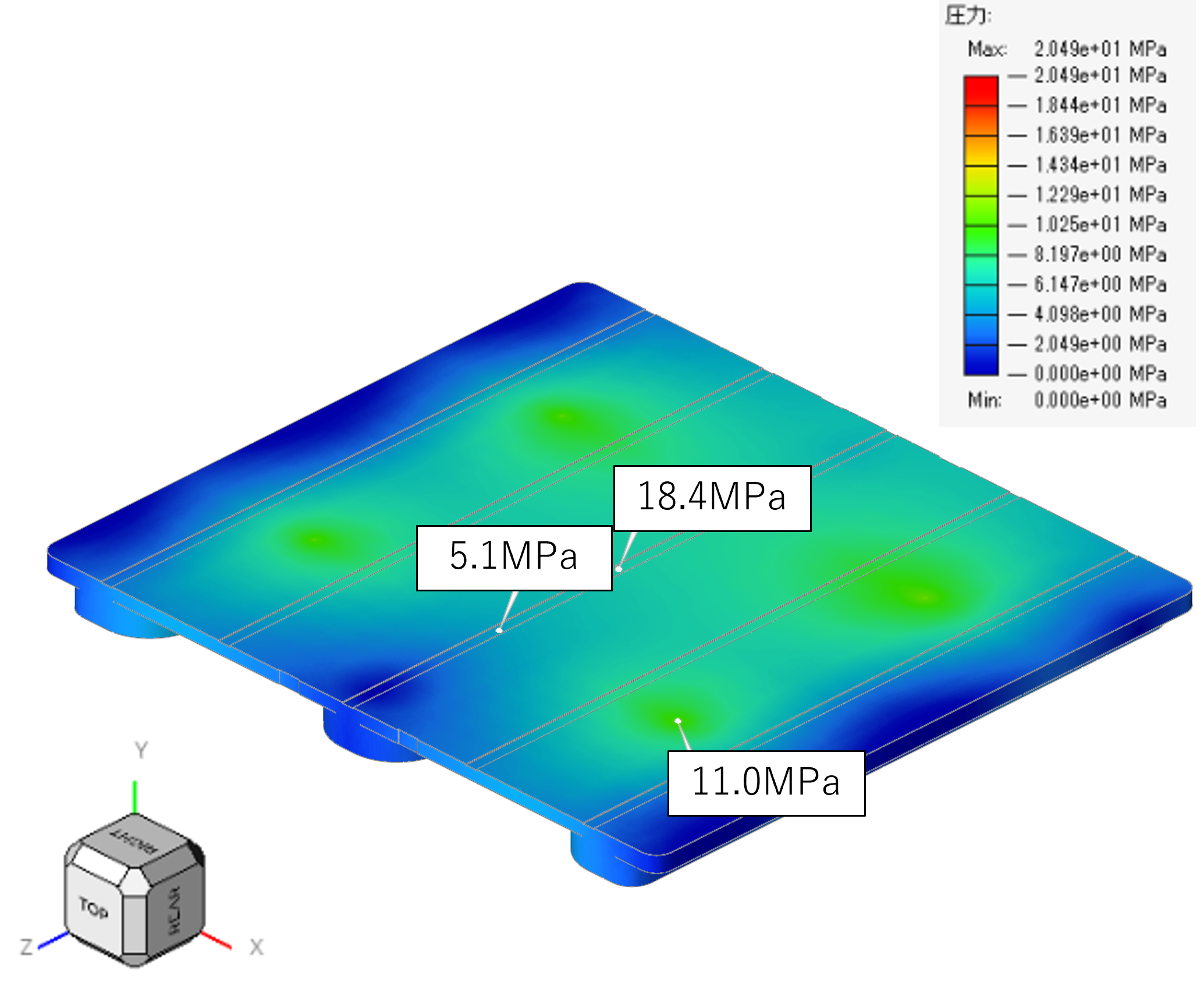
図7 Case3時刻3秒の圧力分布
型締め力
型締め力の結果を図8、表2に示す。1点ゲートのCase1よりも、5点ゲートのCase2,Case3の方が型締め力が下がる結果が得られた。1点では、約14,000kNの成形機が必要だが、多点ゲート化で10,000kN以下の成形機で成形が可能ということが、この解析結果から、分かった。
表2 最終型締め力
| ケース | 最終時刻3秒の型締め力[MN] |
| Case1 | 13.6 |
| Case2 | 8.15 |
| Case3 | 8.45 |
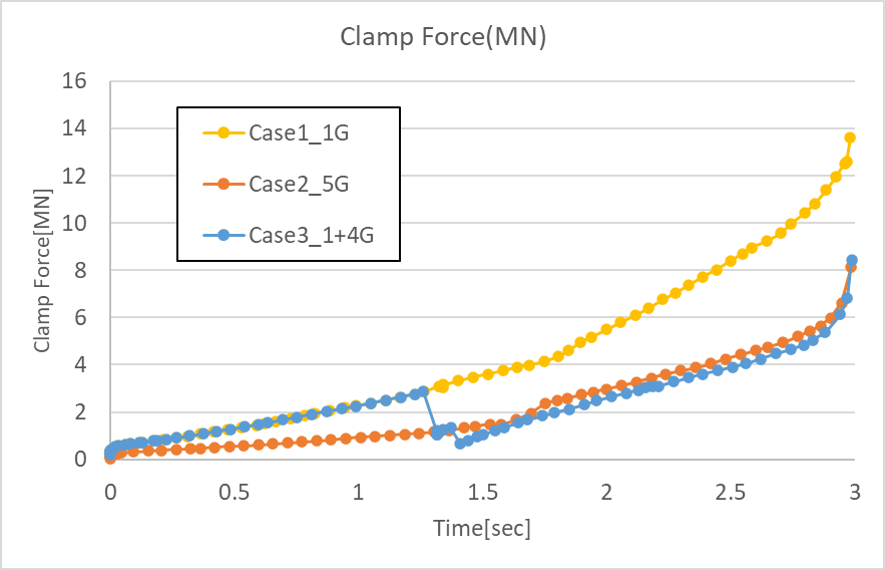
図8 型締め力
充填圧
充填面の充填圧の結果を図9、表3に示す。1点ゲートのCase1より、5点ゲートのCase2,Case3の方が型締め力が下がっている。5点ゲートにより流動距離が短縮されたことで充填圧が下がり、その結果、型締め力が下がったことが分かる。
表3 最終充填圧
| ケース | 最終時刻3秒の充填圧[MPa] |
| Case1 | 34.8 |
| Case2 | 19.1 |
| Case3 | 20.1 |
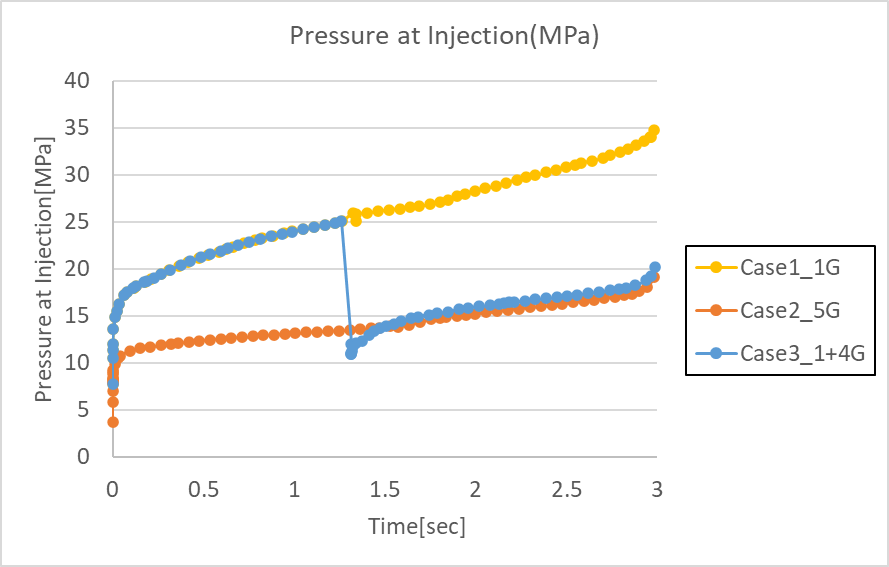
図9 充填面の充填圧
ウェルドライン
図11の充填時間の結果から、Case2ではゲート①とゲート②~⑤の間にウェルドラインが発生することが分かる。図10の結果からもウェルドラインを確認できる。
図12、図13から、Case3は、ウェルドラインの発生が抑制される結果が得られた。
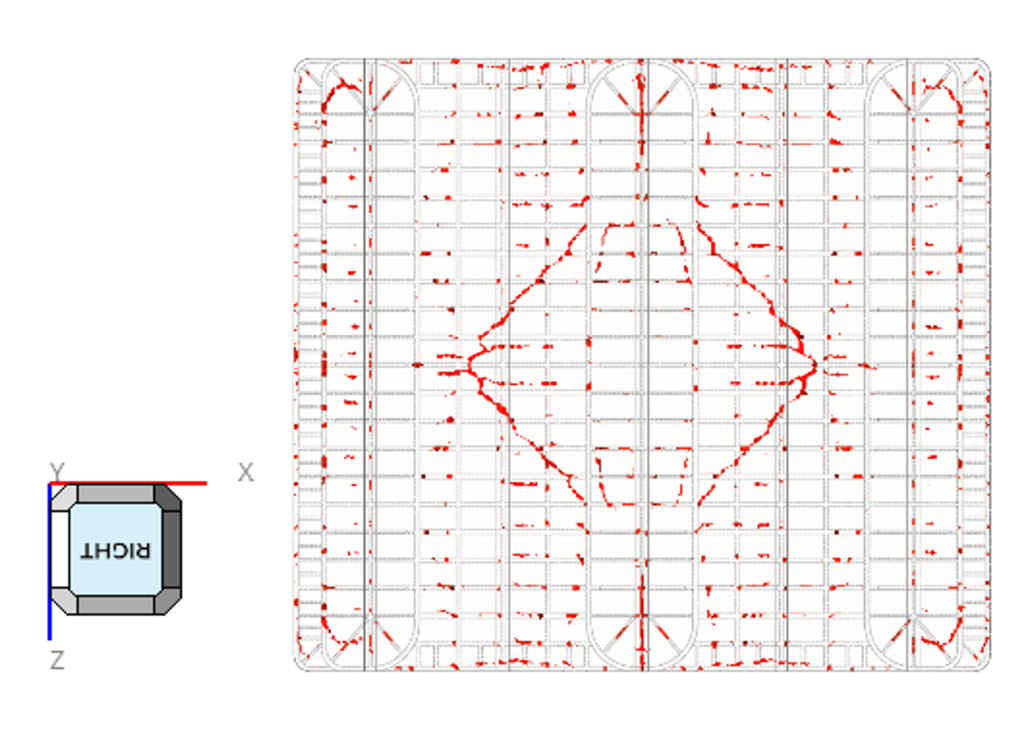
図10 Case2:ウェルドライン
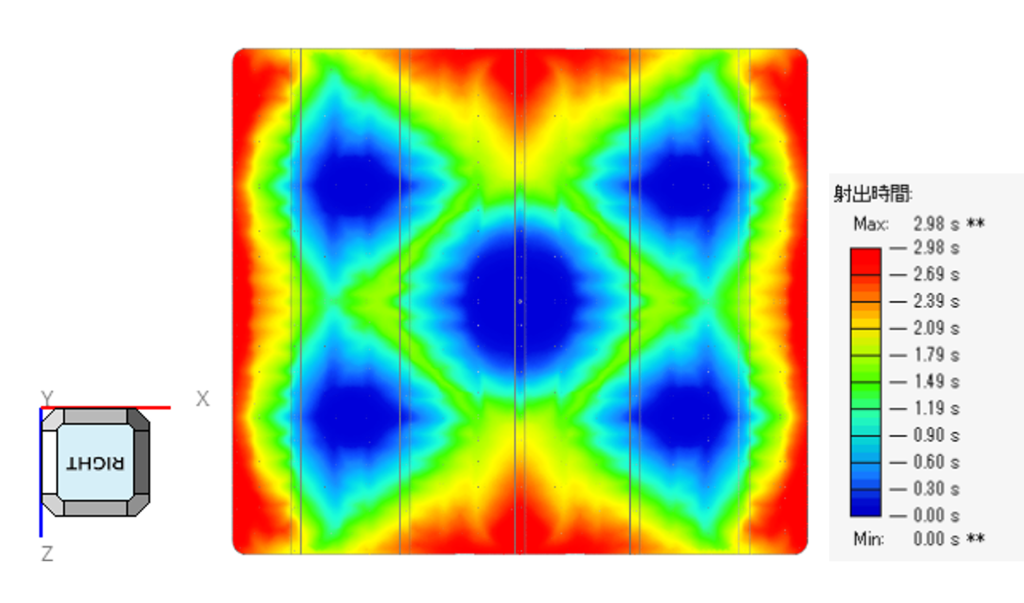 図11 Case2:射出時間
図11 Case2:射出時間
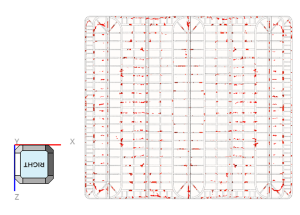
図12 Case3:ウェルドライン
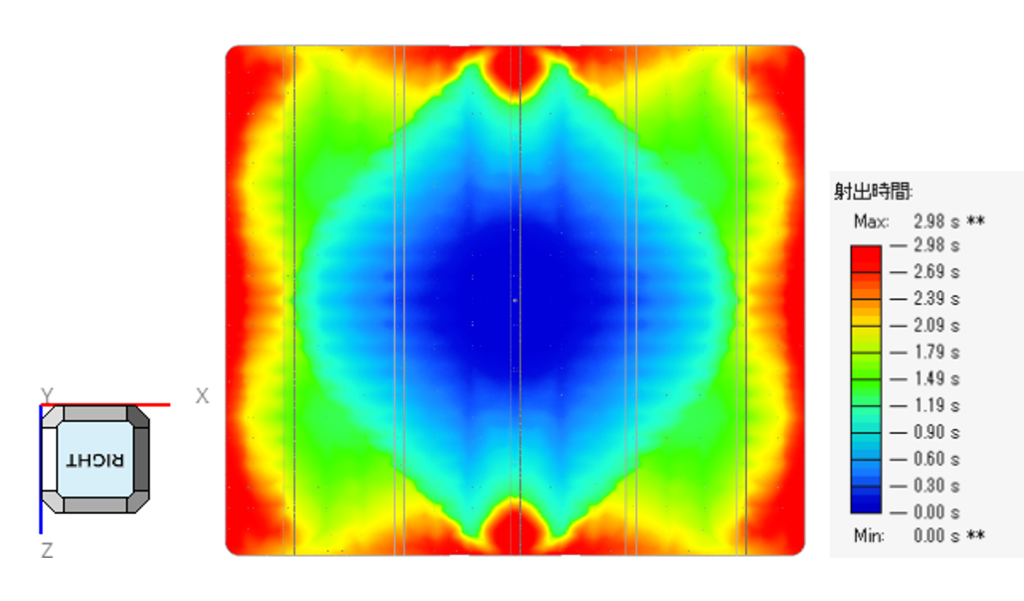 図13 Case3:射出時間
図13 Case3:射出時間
4. まとめ
- 多点ゲートにより、必要型締め力の低減が確認できた。
- バルブゲートを使用することで、ウェルドラインが発生しないゲート条件を確認できた。