
お餅を焼くと写真のように膨らみますね。これは中の水分が水蒸気になり、内部の体積が増えて餅を風船のように膨らませるためです(図1)。

![]()
これを空洞を有する一様な球体の模式図で表すと図2のようになります。

![]()
内部の水蒸気の膨張によって球体表面のab間の距離が広がり、厚みが薄くなっていきます。内部圧に耐えられない薄さになったときに破裂してしまいます。この例のようにある方向に伸び、それと直交する方向に収縮するモードの変形を伸長流動とよびます。図2のモードはブロー成形で樹脂に空気圧を押しつけて所望の形状にするときや、発泡押し出し成形でのノズル出口での膨張行程などで現れます。
せん断流動と伸長流動
図3にせん断流動と伸長流動の比較を示します。(a)はせん断流動で、射出成形のように金型内の流路に樹脂を充填させるプロセスで生じます。このような流れは流路壁から中央に沿って速度分布ができます。(b)は伸長流動の一例で、縦方向に外圧が加わり、横方向に流動するモードを示します。伸長流動では速度分布は生じません。

![]()
![]()
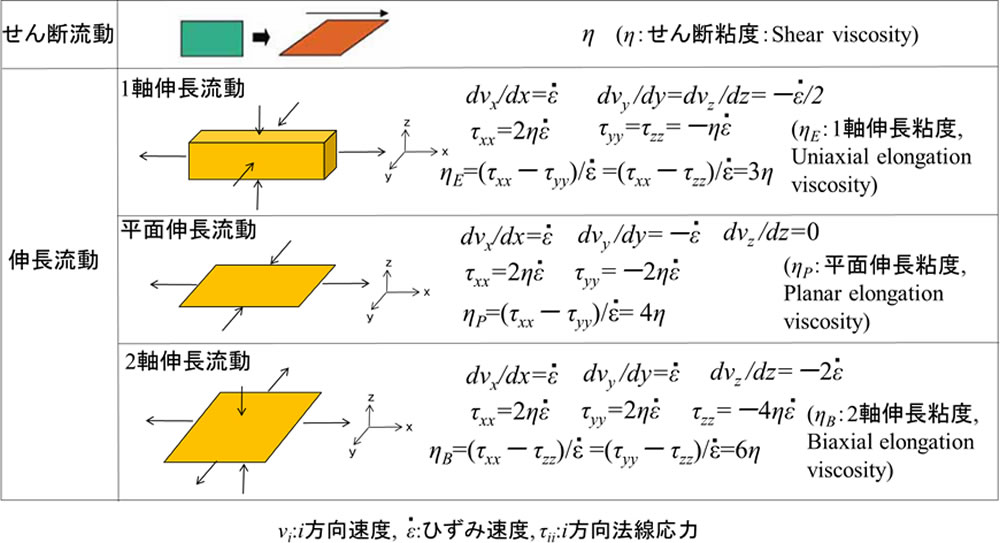
せん断粘度と伸長粘度の関係
図4にせん断粘度と伸長粘度の関係を示します。直交座標系で非圧縮性のニュートン流体の伸長流動を考えると、連続の式と構成方程式より、各モードでの 伸長粘度はせん断粘度の整数倍の値が導かれます。一軸伸長流動は溶融紡糸工程などで生じる一方向のみ伸び残りの2方向に収縮するモードで、この伸長粘度ηEはせん断粘度ηの3倍の値になります。平面伸長流動は一つの軸を拘束して平面の一方向が伸び、それと直行方向が収縮するモードで、この伸長粘度ηPはせん断粘度ηの4倍値になります。これはフィルム成形などで現れます。二軸伸長流動は二方向に伸び残りの一方向に収縮するモードで、この伸長粘度ηBはせん断粘度ηの6倍の値になります。これはブロー成形や熱成形などで現れます。なお、ここに示した倍率は使用材料が粘弾性の性質を有している場合でも変わりません。
伸長流動が生じるプロセスでは伸長粘度特性が製品品質と密接に関連しています。また、射出成形のような金型内での高速せん断速度領域では計算時間や解の不安定さから粘弾性流体としての取り扱いはほとんど行われていませんが、ブロー成形や熱成形のような伸長流動域では粘弾性流体としてのモデルが適用できています。これからこのような内容について解説していきたいと思います。
![]()
関連記事/関連ページ
●樹脂成形とレオロジー 第17回 「熱硬化性樹脂の粘度式モデル」
●樹脂成形とレオロジー 第19回 「伸長粘度の測定法と特性例」


